



sa-5 6 mm 10 unidades de fresas rotativas de carburo de tungsteno




Sobre nós
Fundada en 1992, provedora líder de fresas de carburo
Produto principal: todo tipo de fresas de carburo con soldadura de prata (corte simple, corte dobre e corte de aluminio)
Máquina: máquina CNC de enlace de 5 eixes que pode aumentar a precisión de corte
Misión: proporcionar unha excelente solución de eliminación a varios sectores industriais como fundicións, aeroespacial, construción naval, automóbil, etc.
Clientes principais: estaleiros como Samsung
Prazo de entrega: a maioría dos tipos temos stock listo para enviar
Características da fresa de carburo de tungsteno
CORTE LISO
--O USO XERAL DO ∞ CORTE LISO ± É EN ACEIROS, ALEACIÓNS DE ACEIRO, FUNDICIÓN, COBRE E LATÓN.
--DESEÑADO PARA A RÁPIDA ELIMINACIÓN DE EXISTENCIAS E BOS ACABADOS DA PEZA.
--PRODUCE CHIPS LONGOS.
DOBLE CORTE
--A FRESA DE DOBRE CORTE PERMITE A ELIMINACIÓN RÁPIDA DE STOCK NOS MATERIAIS MÁIS DUROS
--DESEÑADO PARA CREAR UNHA PEQUENA CHIP E EXCELENTES ACABADOS DE PEZAS DE TRABALLO
--A CHIP PEQUENA AXUDA A ELIMINAR A CARGA DAS FRAUTAS
--APLICACION EXCEPTORAMENTE CONVENIENTE POR O USUARIO.
CORTE ALUMA
--DESEÑADO PARA TER UN ESPAZO MÁIS AMPLIO PARA CHIP CON ÁNGULO DE RELEVO
--APLICACION MÁIS ADECUADA A METAIS NON FERROSOS.

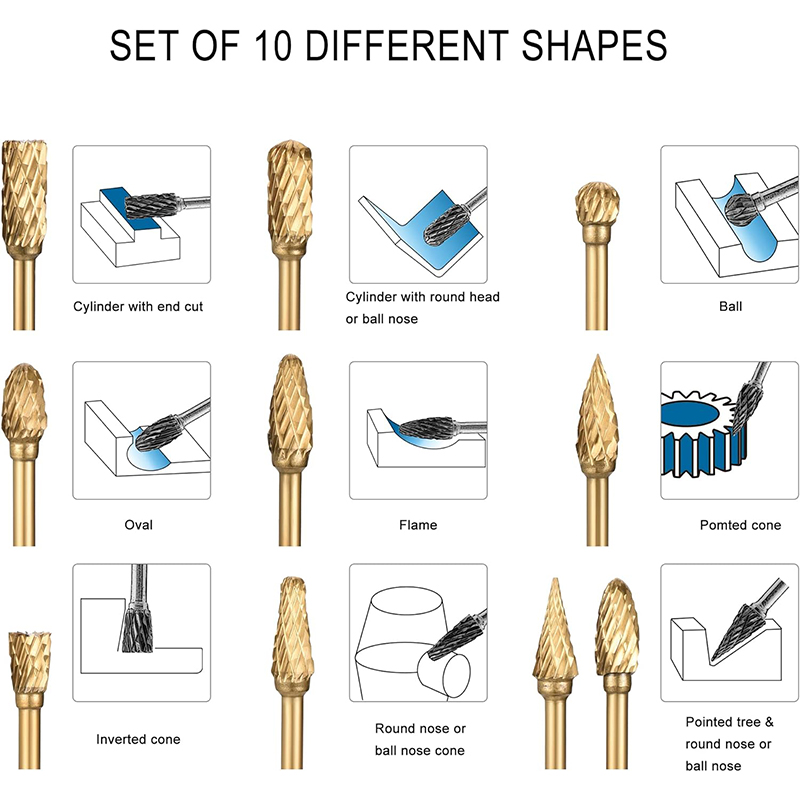
Set de fresas de carburo
Envío: O custo indicado é EXW sen envío
MOQ: 50 unidades por tipo, total superior a 500 unidades
Prazo de entrega: fresas de carburo de 10 a 20 días
Pago: TT ou tarxeta de crédito de alibaba
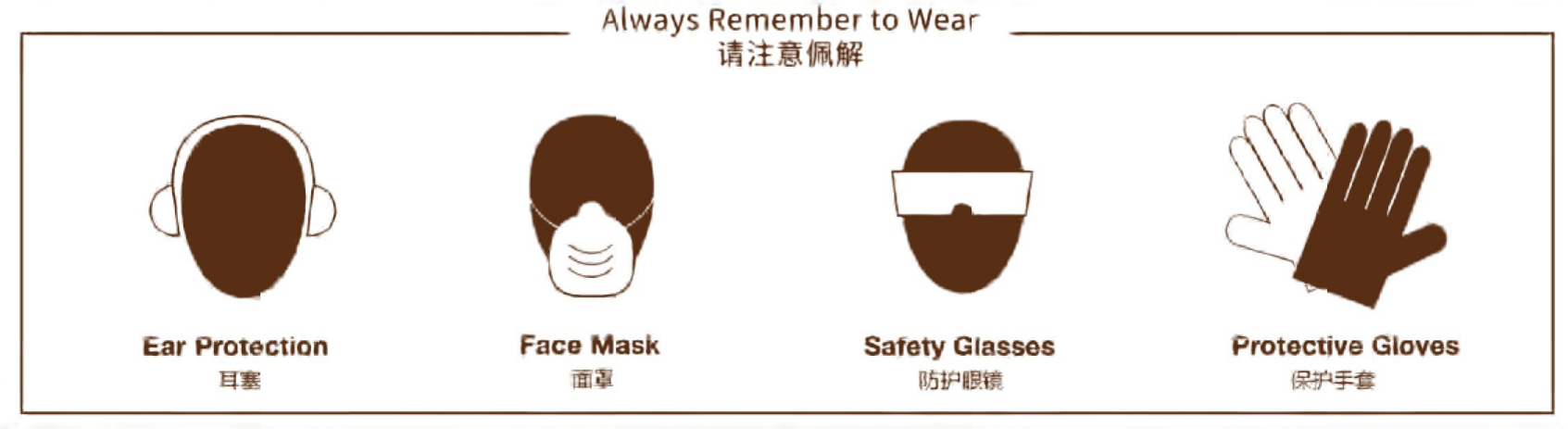
Por favorPresta atención
Use sempre a fresa dentro da guía de velocidades recomendada.
Asegúrese sempre de que se utilice a ferramenta adecuada e que se manteña regularmente.
Fixe sempre a lonxitude máxima de rebaba na pinza. Non exceda o máximo recomendado para colgar.As fresas de vástago longo requiren velocidades de execución máis lentas.
Use sempre unha acción de corte suave con movemento constante en ambas direccións.
Non execute as rebabas por encima da velocidade máxima de funcionamento, isto pode provocar un desgaste prematuro dos dentes.
Non pases unha rebaba demasiado lentamente, isto pode provocar quebraduras.
Non afunda a rebaba a máis dun terzo da súa periferia.Non encapsular.
Non permita que as rebabas se quentes demasiado, isto pode facer que a soldadura se abranda e que a cabeza se desprenda do vástago (só se aplica ás rebabas nas que o diámetro da cabeza é maior que o diámetro do vástago).
Categorías de produtos
-

Ferramenta abrasiva de lima rotativa con cabeza de moenda de diamante
-

Set de 6 limas de agulla con asa – 3X140...
-

Lima rotativa de 3 mm y 6 mm de corte de aluminio para fresas de carburo...
-

Fresa de carburo de tungsteno de 2 flautas
-

“Artesanía perfeccionada: podredumbre da madeira...
-
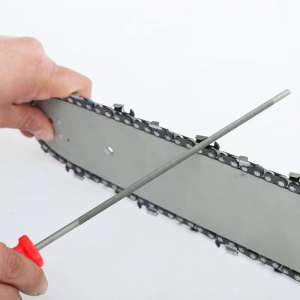
Limas de motoserra de 4,0 mm, 4,8 mm, 5,5 mm